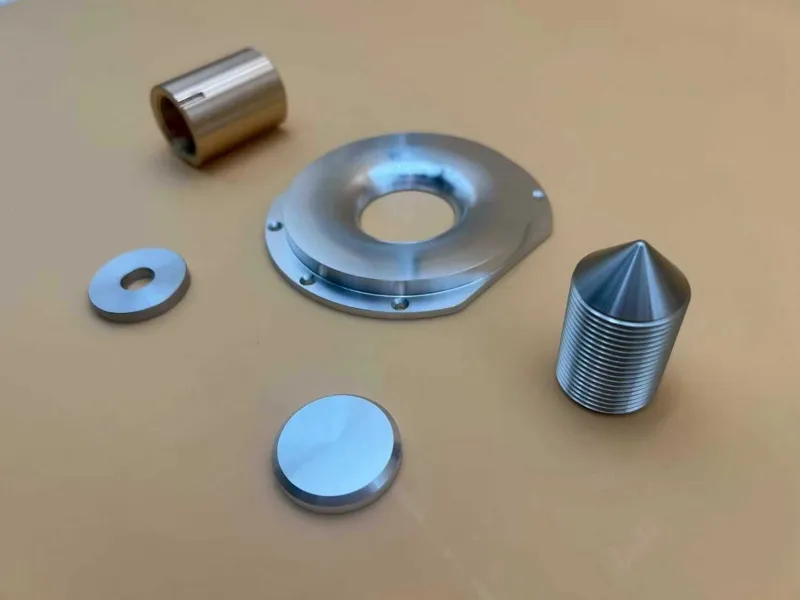
High-Appearance 7075 Bare Parts for a German Audio Components Company
Huade has supported this German audio customer for more than 4 years with speaker and audio hardware parts that demand both dimensional stability and exceptional appearance, including raw 7075 and 5074 parts delivered with no surface treatment.
Cosmetic Requirements As Strict As The Dimensions
This customer is a German audio company that has worked with Huade for more than 4 years. Across that time, the requirement has stayed consistent: whether the part needs surface finishing or must be shipped as a bare 7075 or 5074 machined part, the appearance standard is extremely high.
One of the most difficult products in this program was a speaker component with a thin, long, curved geometry. The part could not deform, could not show scratches, and could not rely on anodizing or coating to hide defects afterward. The customer specifically required no surface treatment.
According to the customer, more than ten suppliers had already been tested without success. Some could not hold the geometry after release, while others left visible handling marks or surface flaws. Huade became the supplier they were most satisfied with because the delivered parts met both strict dimensional acceptance and high cosmetic expectations.
Visible Audio Parts With Tight Appearance Demands
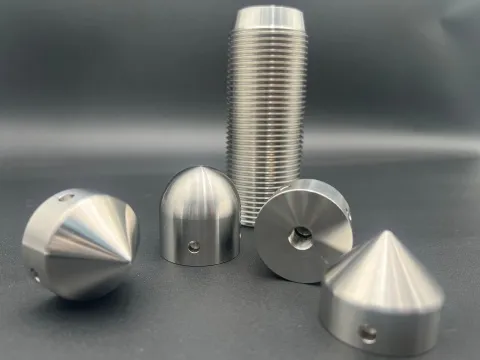
These parts are not only functional components. Many are appearance-sensitive products where scratches, oxidation, edge damage, or inconsistent tool marks can trigger rejection.
Why This Audio Project Was Hard To Deliver Well
- The customer orders both surface-finished parts and raw machined 7075 or 5074 parts, but in both cases cosmetic quality is extremely important.
- For bare parts without anodizing or other post-treatment, oxidation can appear quickly after machining if handling, cleaning, and packing are not controlled well.
- One speaker component was especially difficult because it was thin, long, and curved, so the part could deform during machining, release, deburring, or packing.
- The customer had already tested more than ten other suppliers and still could not get both strict dimensional compliance and a scratch-free appearance on the same part.
Why The Customer Stayed With Huade
In appearance-sensitive audio products, the problem is rarely just whether a supplier can machine aluminum. The real question is whether that supplier can deliver visible parts repeatedly without deformation, scratches, oxidation marks, or cosmetic inconsistency.
Huade's value in this project came from combining precision CNC milling, protected handling, and disciplined visual inspection into one process instead of treating appearance as an afterthought.
That is why this relationship has remained stable for more than four years and why Huade continues to support both finished and bare-part delivery requirements for this customer.
Process Route For Thin Long Bare-Finish Speaker Parts
The main challenge here was not simply to machine a speaker part. It was to keep a thin curved aluminum component dimensionally stable while also preserving the visible surfaces for bare-part delivery.
DFM Review Around Cosmetic Risk
Huade treated this as both a machining project and an appearance-control project. Before production, the team reviewed datum selection, clamping force, toolpath direction, burr risk, and the points most likely to leave pressure marks on visible surfaces.
Roughing With Residual Stress In Mind
For the thin long curved speaker part, roughing stock was left intentionally and removed in stages. This reduced the chance of shape movement after the part lost support, especially on the longer unsupported span.
Low-Load Semi-Finishing And Final Contouring
Semi-finishing was used to stabilize the part before the last dimensional passes. Final contouring then focused on keeping the curve, edge line, and visible faces consistent while limiting cutter pressure that could push the part out of shape.
Clean Handling And Protected Packing
Because the customer sometimes required no surface treatment at all, post-machining handling became part of the process route. Cleaning, glove handling, isolated contact, and protected packing were used to reduce oxidation, scratches, and transfer marks before shipment.
Tooling And Fixturing That Protect The Appearance
On this type of audio component, tooling decisions affect both geometry and appearance. The process therefore had to reduce deflection, suppress burrs, and avoid contact damage on visible surfaces.
- Sharp carbide end mills were preferred for aluminum finishing so the tool cut cleanly instead of rubbing and smearing on visible surfaces.
- Smaller step-over finishing passes were used on the curved speaker profile to improve visual consistency and reduce cutter pressure on the thin section.
- Soft-contact or protected fixturing logic was applied on appearance-sensitive surfaces so clamping marks would not print onto the finished part.
- Deburring was controlled as a precision step rather than a cleanup step, because uncontrolled edge handling is one of the fastest ways to create visual defects on bare aluminum parts.
- For raw 7075 and 5074 deliveries, the machining sequence was coordinated with immediate cleaning and protective packing to reduce oxidation risk after unloading.

What Could Not Go Wrong
The most sensitive risks were deformation after unclamping, rub marks from fixture contact, and small scratches created during deburring or transfer between operations.
Because the customer wanted some parts delivered without anodizing or other post-processing, the machined surface itself had to be the final visible surface. That raised the importance of cutter condition, chip evacuation, workholding protection, and clean packing.
This is also where shop-floor discipline matters. A process can look correct on paper and still fail if handling control is weak. Huade treated the visual standard as a production requirement, not a final inspection surprise.
Quality Control For Cosmetic Audio Components
In this project, inspection had to cover both geometry and appearance. A dimensionally correct part would still fail if it oxidized too quickly, showed scratches, or lost visual consistency on the final machined surface.
Inspection focused on both dimensions and visible appearance, because a part that measures correctly can still be rejected if it shows scratches, edge damage, or uneven tool marks.
Critical checks were built around straightness, curve stability, edge quality, and contact surfaces on the thin long speaker component.
Parts that shipped without surface treatment were visually reviewed under controlled lighting so fine scratches and cosmetic defects could be caught before packing.
The customer reported that Huade was the most satisfactory supplier they had worked with for this product family after unsuccessful trials with many other vendors.
Internal Links For Cosmetic Aluminum Part Buyers
If your project includes visible aluminum parts, bare-finish machining, or appearance-sensitive speaker hardware, the pages below will help you review process capability, finishing options, and inspection support.
Custom CNC Milling
See how Huade handles thin-wall profiles, cosmetic aluminum surfaces, and complex visible milled parts.
Open PageAluminum CNC Machining
Review our aluminum machining capability for high-strength alloys, cosmetic parts, and tight dimensional control.
Open PageAnodizing Services
Compare projects that use anodizing versus cases that require clean bare-part delivery with no coating at all.
Open PageQuality Control & Metrology
Learn how Huade verifies dimensions, appearance, and assembly-critical features before shipment.
Open PageUseful Material And Industry Context
These external resources provide added context around aluminum material standards, oxide behavior, and the broader professional audio environment relevant to this case.
The Aluminum Association Standards
Official aluminum industry standards and alloy reference context relevant to 7xxx and 5xxx material selection.
European Aluminium Material Overview
Industry information on aluminum properties, including the natural oxide layer and corrosion-resistance background.
Audio Engineering Society Resources
Professional audio engineering context relevant to loudspeaker and sound reinforcement system applications.
Talk To Huade About Your Cosmetic CNC Machining Project
If your product requires high-appearance aluminum parts, bare-finish delivery, or thin long components that cannot deform, send us your drawings and cosmetic requirements. We will review machining route, handling risk, and inspection points with you.