IP67 Waterproof Extruded Aluminum Energy Storage Enclosure Machining - Custom Manufacturing Direct from Factory
Specialized in outdoor energy storage enclosure applications with ISO 9001 controlled precision.
Tolerance
down to +/-0.01 mm
Material
6063-T5 / 6061-T6 Aluminum
MOQ
10 Pieces
Technical Specifications
This specification reflects Huade's current website-published capabilities: aluminum CNC machining, extrusion-related machining, bead blasting, anodizing, CMM inspection, and documented quality control.
| Parameter | Case Requirement |
|---|---|
| Max Machining Size | Up to 800 x 260 x 180 mm for this enclosure family; larger sizes reviewed by drawing |
| Dynamic Tolerance | +/-0.01 mm on sealing faces, gasket grooves, datum holes, and connector interfaces when geometry allows |
| Dynamic Material | 6063-T5 extruded aluminum body; 6061-T6 machined end plates; RoHS/REACH documentation available on request |
| Dynamic MOQ | 10 pieces for prototype validation; flexible small-batch production after DFM review |
| Surface Finishing Options | Bead blasting, clear anodizing, black anodizing, Type III hardcoat anodizing, laser marking |
| Manufacturing Process | Extrusion review -> saw cutting -> CNC milling -> drilling/tapping -> gasket groove machining -> deburring -> bead blasting -> anodizing -> inspection |
| Waterproof Design Support | Machined sealing lands, gasket compression control, screw pattern review, cable gland interface machining |
| Inspection Scope | CMM dimensional inspection, surface roughness checks, visual finish review, material verification by spectrometer when required |
Application-Specific Solutions
Why choose us for energy storage enclosure components?
Outdoor battery and energy storage systems need more than a clean aluminum box. The enclosure must manage gasket compression, connector interfaces, heat transfer, corrosion exposure, and stable assembly after anodizing. Huade supports these requirements by machining the extrusion ends, sealing lands, screw patterns, cable gland ports, and gasket grooves from the same drawing package.
We treat IP67 as a design and manufacturing target, not a casual label. The IEC IP rating framework defines ingress protection levels, while final IP67 validation depends on the complete assembled product. Our role is to machine the aluminum interfaces accurately so the customer's gasket, fasteners, cable glands, and test procedure have a reliable mechanical foundation.
For EU-facing electrical equipment, buyers often request RoHS and REACH documentation. Huade can support material and finish traceability workflows for aluminum parts, while the customer validates finished-product compliance under the EU RoHS Directive and REACH Regulation.

Manufacturing Capability Fit
- Material: 6063 extrusions and 6061 machined end plates balance weight, corrosion resistance, and stable anodized appearance.
- Machining: CNC milling, drilling, tapping, gasket-groove machining, deburring, bead blasting, and anodizing are coordinated from one RFQ package.
- Quality: CMM inspection, roughness checks, spectrometer material verification, FAI, MTC, and OQC reports can be prepared for critical dimensions.
- Documentation: ISO 9001 process control and RoHS/REACH documentation support help overseas buyers move from prototype approval to small-batch production.
Equipment & Quality Control
European and North American buyers usually audit the process behind the part. The following list stays aligned with Huade's current website capability pages.
Equipment List
- 3-axis CNC milling centers for extrusion cutouts, mounting holes, and datum surfaces
- 4-axis / 5-axis CNC milling centers for angled connector faces and multi-side enclosure features
- CNC turning equipment for threaded inserts, collars, glands, and round interface components
- Laser cutting and sheet metal fabrication support for brackets, busbar covers, and internal plates
- Bead blasting and anodizing coordination for corrosion-resistant aluminum enclosure finishes
Inspection Tools
- Zeiss and Mitutoyo CMMs for dimensional verification
- Optical comparator and vision systems for small profiles and hole geometry
- Surface roughness tester for sealing lands and cosmetic surfaces
- Spectrometer for positive material identification when material traceability is required
- FAI, MTC 3.1, and OQC documentation available for overseas procurement teams



Dynamic Case Gallery
Gallery assets show the exact features buyers should review on an IP67 waterproof extruded aluminum energy storage enclosure: sealing grooves, burr-free ports, end plates, and inspection surfaces.
Extruded Aluminum Enclosure Body
Long aluminum extrusion with machined grooves, countersunk screw positions, and end-plate interface control.
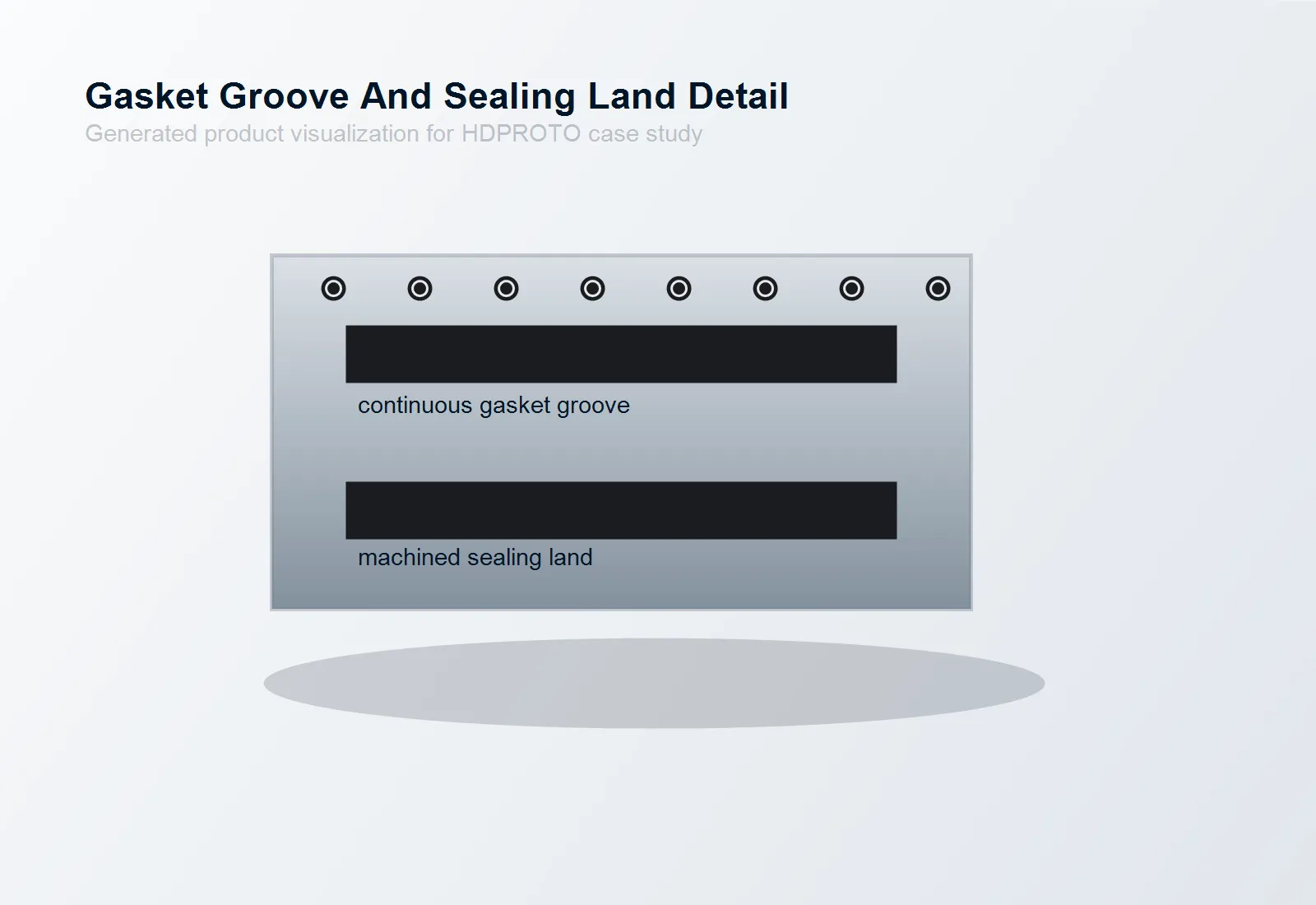
Gasket Groove Detail
Continuous black gasket groove and machined sealing land designed for controlled compression.

Machined End Plate
End cover with screw holes and cable gland interfaces for outdoor energy storage installation.
Inspection Stage
Dimensional and surface checks before anodizing release and final assembly review.
FAQ
Practical answers for sourcing waterproof aluminum enclosures from a CNC machining factory.
What is the typical lead time for IP67 Waterproof Extruded Aluminum Energy Storage Enclosure Machining?
Prototype lead time is typically 7-15 working days after drawing review, depending on extrusion availability, machining complexity, anodizing color, and inspection documentation. Small-batch production is scheduled after prototype approval.
Can you provide material certificates for 6063-T5 and 6061-T6 aluminum?
Yes. Huade can provide material traceability and MTC 3.1 documentation on request. For regulated energy storage programs, please mark certificate requirements clearly in the RFQ package.
Can Huade guarantee the final IP67 rating?
Huade can machine the sealing lands, gasket grooves, end plates, and connector interfaces required for an IP67 design target. Final IP67 performance depends on the complete assembly, gasket, fastener torque, cable glands, and customer validation testing.
Ready To Quote Your Enclosure?
Send STEP/IGES files, 2D drawings, gasket requirements, finish color, target IP validation plan, and annual quantity. Our engineering team will review the machining route and inspection points.